Optical Components
Toric optics and mirrors, bikonvex, bikoncave and convexo-concave
Special optics per customer requests and requirements.
Laboratory Supplies


Correct Measurements | Requirements in European Pharmacopoeia (EP10)
Checking spectrometer accuracy with Certified Reference Materials
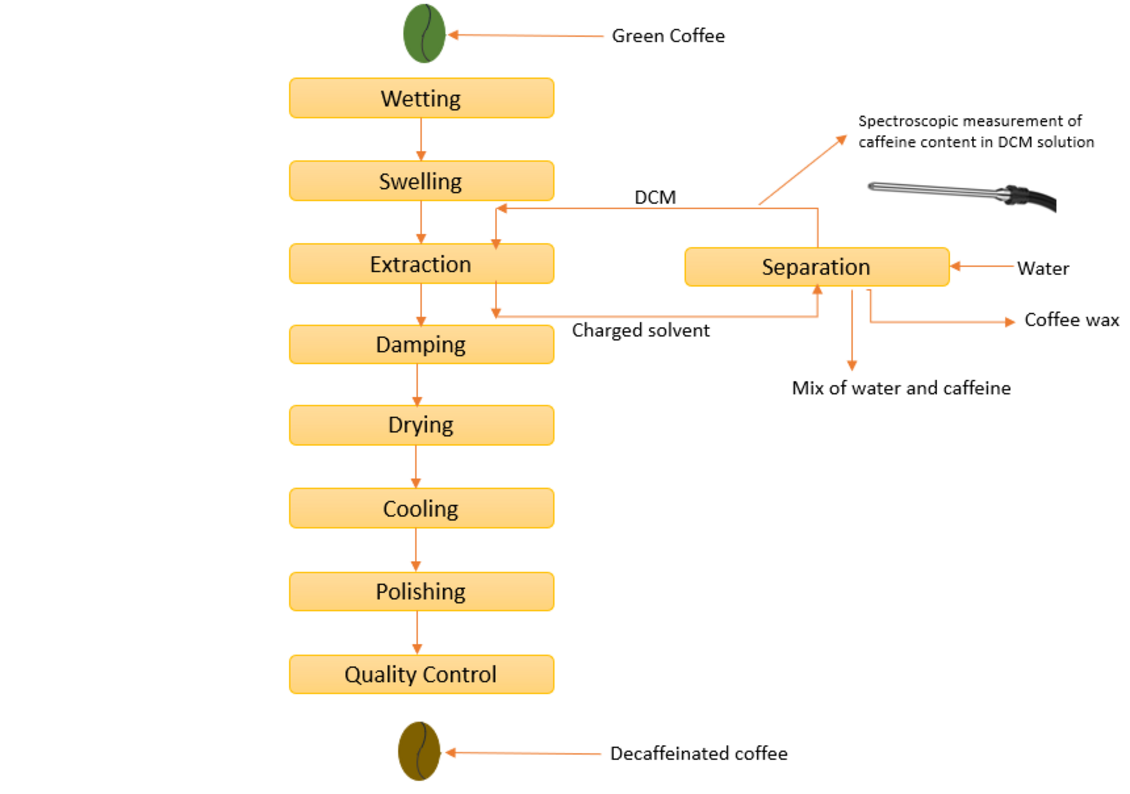
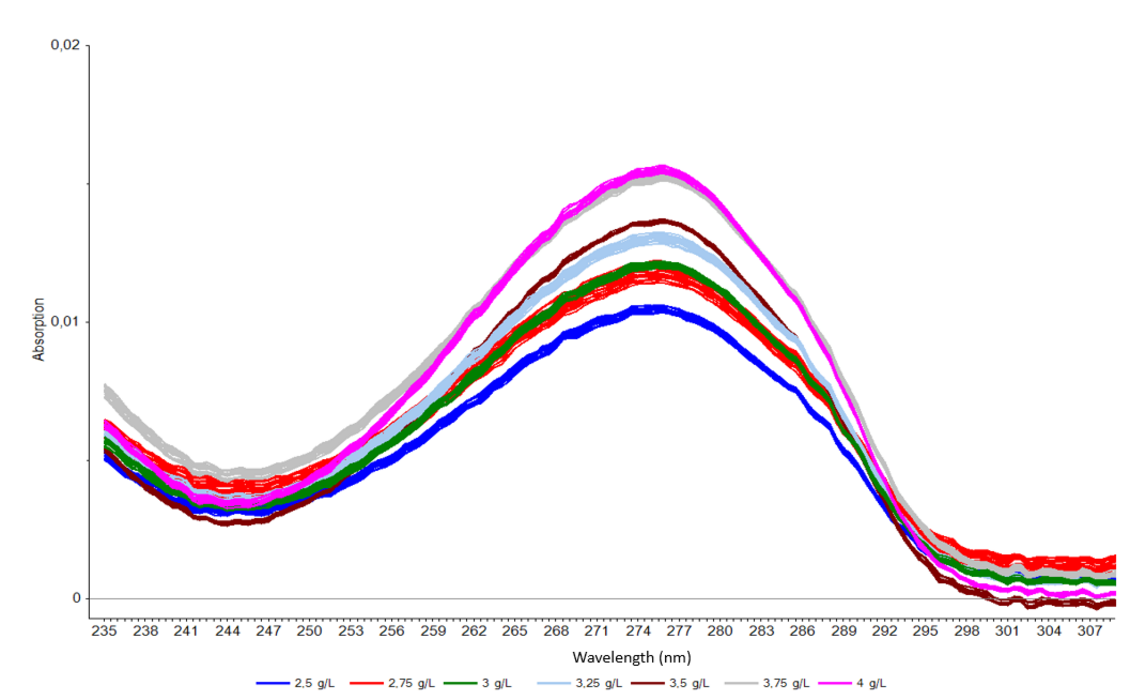
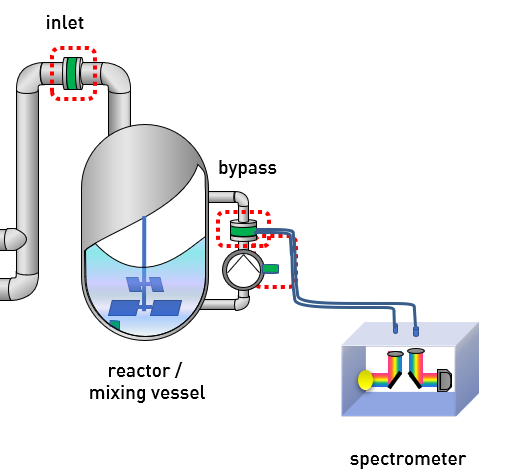
Process Probes and Flow Cells


Optical immersion probes and measuring cells for spectroscopic analysis in laboratory, pilot plant and process.
Online configurator for optical immersion probes and measuring cells
Process Analytical Solutions


Integrated Spectroscopy Solutions
Smart Sensors for System Integrators
Services


Recertification of reference materials in the Hellma calibration laboratory (DIN ISO 17025)
Maintenance of fiber optic systems
HELLMA


Read more about our corporate culture and values
Current vacancies for professionals and students